新聞資訊
Ti5553鈦合金的切削加工性能
Ti5553合金(Ti-5Al-5V-5Mo-3Cr)是2006年由Titanium Metals Corporation推出的一種高性能鈦合金材料。它是一種近β相的β-ɑ/β型鈦合金,具有極好的強(qiáng)度和韌性特征,比ɑ+β相鈦合金Ti-6Al-4V的性能優(yōu)越很多。該合金材料已得到美國(guó)波音公司的青睞,被大量應(yīng)用于新型飛機(jī)的起落架上。
鈦合金的切削加工性很差,它的相對(duì)加工性Kr(相對(duì)C45而言)約為0.2~0.4,屬于典型的難加工材料。在鈦合金家族中,就切削加工性而言,ɑ型鈦合金的切削加工性最好,ɑ+β型鈦合金次之,β型鈦合金最差,然而Ti5553合金是比β型更難加工的鈦合金類型。
1.?Ti5553合金切削加工性差的原因:
(1)?切削溫度高。由于Ti5553合金的導(dǎo)熱性差,切削時(shí)產(chǎn)生的切削熱量集中在切削區(qū)域和切削刃附近的小范圍內(nèi)不易散出,切削溫度是切削45鋼的2倍,易造成工件灼傷,切削刃軟化,刀具磨損加劇。
(2)?化學(xué)活性高。由于Ti5553合金的化學(xué)性能活潑,在高切削溫度下易與大氣中的氧、氮等元素反應(yīng)生成硬脆層,對(duì)刀具有強(qiáng)烈的磨損作用。
(3)?粘結(jié)、擴(kuò)散現(xiàn)象嚴(yán)重。由于Ti5553合金與刀具涂層有很強(qiáng)的親和性,切削中刀具與工件間很容易發(fā)生粘結(jié)和元素?cái)U(kuò)散現(xiàn)象,增大了切削難度。
(4)?彈性模量低。切削過程中,小的彈性模量會(huì)產(chǎn)生大的切削變形及大的彈性恢復(fù),使得刀具的實(shí)際切削后角減小,加劇后刀面與已加工表面的摩擦,加劇刀具磨損,降低已加工表面的表面質(zhì)量。
(5)?塑性低。由于Ti5553合金材料的塑性低,切屑與前刀面的接觸長(zhǎng)度很小,使前刀面單位面積上的切削力大增,刀具容易產(chǎn)生崩刃。
2.?提高Ti5553合金切削效率的方法
加工鈦合金材料時(shí),材料硬度是很重要的因素。若材料硬度小于HRc38時(shí),鈦合金與刀具之間很容易發(fā)生粘結(jié),并產(chǎn)生積屑瘤。若材料硬度大于HRc38時(shí),刀具切削刃的磨損會(huì)急劇增大。Ti5553合金的硬度通常為HRc40,是鈦合金家族中硬度最高的一種,所以極難加工。目前已知Ti5553合金的加工難度比Ti6Al4V高30%左右。所以,要想提高刀具壽命、加工效率,應(yīng)該注意以下幾個(gè)方面:
2.1?刀具牌號(hào)的選擇
加工鈦合金應(yīng)從降低切削速度和減少粘結(jié)磨損兩方面考慮,選擇紅硬性好,抗彎曲強(qiáng)度高,導(dǎo)熱性能好以及與鈦合金化學(xué)親和力差的材料。PVD涂層硬質(zhì)合金刀具具有良好的抗積屑瘤性和抗塑性變形性。常用的伊斯卡用于加工此類材料的牌號(hào)包括:IC908,IC808,IC830,IC330,IC928, IC380,IC308,IC900等具有TiN,TiCN,TiAlN的PVD涂層,亦或IC20,IC28等非涂層刀具。
2.2?刀具幾何角度的選擇
Ti5553合金彈性模量小,切削時(shí)回彈大,后刀面與加工表面接觸面大,需要盡可能增大后角, 以減少后刀面與加工表面的摩擦。但后角過大使得刃口強(qiáng)度被削弱,刃口容易崩碎。再者,Ti5553合金塑性低、切屑與前刀面的接觸長(zhǎng)度短,應(yīng)選用較小前角以增加切屑與前刀面的接觸面積,改善散熱條件,強(qiáng)化切削刃,避免因應(yīng)力集中而產(chǎn)生崩刃。銑削本身屬于斷續(xù)切削,切削過程中切屑厚度一直在變化,刃口受到?jīng)_擊,承受持續(xù)變化的載荷。

2.3?切削參數(shù)的選擇
Ti5553合金主要用于制作高附加值零件,如飛機(jī)機(jī)身部件和起落架零件。如果零件表面有刮傷時(shí)會(huì)嚴(yán)重降低它的疲勞強(qiáng)度,所以對(duì)工件表面質(zhì)量有嚴(yán)格要求。又由于Ti5553合金切削加工性差,刀具容易磨損,所以選擇合理的切削參數(shù)很有意義。
(1)?切削線速度不宜過高。高的切削線速度會(huì)使切削刃迅速磨損。Ti5553合金具有從周圍大氣中吸收氫和氧的能力,產(chǎn)生“金相組織的ɑ化”,即硬化層,這是Ti5553不能用高線速度的原因。使用伊斯卡刀具切削的線速度通常推薦在Vc=20-35m/min之間。
(2)?進(jìn)給量適中。Ti5553的切削溫度高,同時(shí)存在加工硬化問題,進(jìn)給量過大容易導(dǎo)致切削溫度過高而燒毀刃口;而進(jìn)給量過低則刃口在加工硬化層中反復(fù)切削而加劇磨損。使用伊斯卡刀具切削的進(jìn)給量通常推薦在Fz=0.10-0.22mm/t之間。
(3)?切深可較大。使刀尖在硬化層以下工作有利于提高刀具壽命和加工效率。
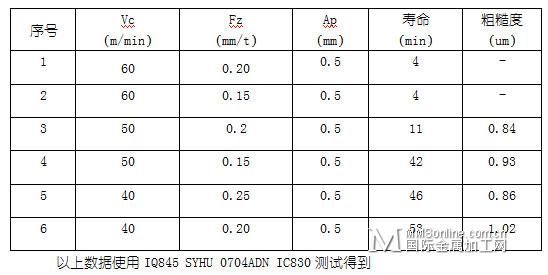
切削參數(shù)對(duì)刀具壽命和工件表面質(zhì)量的影響如下表。
1.?切削速度對(duì)刀具壽命和工件表面質(zhì)量的影響比進(jìn)給量要大。Vc>60m/min時(shí),刀具的壽命很低,工件的表面質(zhì)量也不達(dá)標(biāo)。Vc=40m/min時(shí),刀具壽命和表面質(zhì)量有大幅度提升。
2.?在同樣的切削條件下,進(jìn)給量越小,則刀具壽命越長(zhǎng),但表面質(zhì)量卻呈下降趨勢(shì)。
2.4?工裝
目前Ti5553合金主要用在飛機(jī)零部件上,其形狀比較復(fù)雜,裝卡時(shí)容易變形,加工時(shí)切削力比較集中,這就對(duì)工裝提出很多要求。夾具剛性一定要足夠,工件定位可靠,夾緊穩(wěn)固。為了了解工件變形情況,可在夾緊時(shí)將百分表壓在工件表面觀察讀數(shù)變化做必要調(diào)整以克服工件變形,特別是薄壁件,加工部分需要使用一定的輔助支撐。
?以上資料由上海艾荔艾金屬材料有限公司提供,歡迎新老客戶來電洽購(gòu)。